×
×

Double sided knitted fabric laminated EVA shipped to North America Case Study: High-Density EVA Laminate Slashes Material Waste for Premium Luggage Manufacturer How a 4-Prototype Optimization Cycle Delivered 15% Cost Savings Client: Top-Tier L...

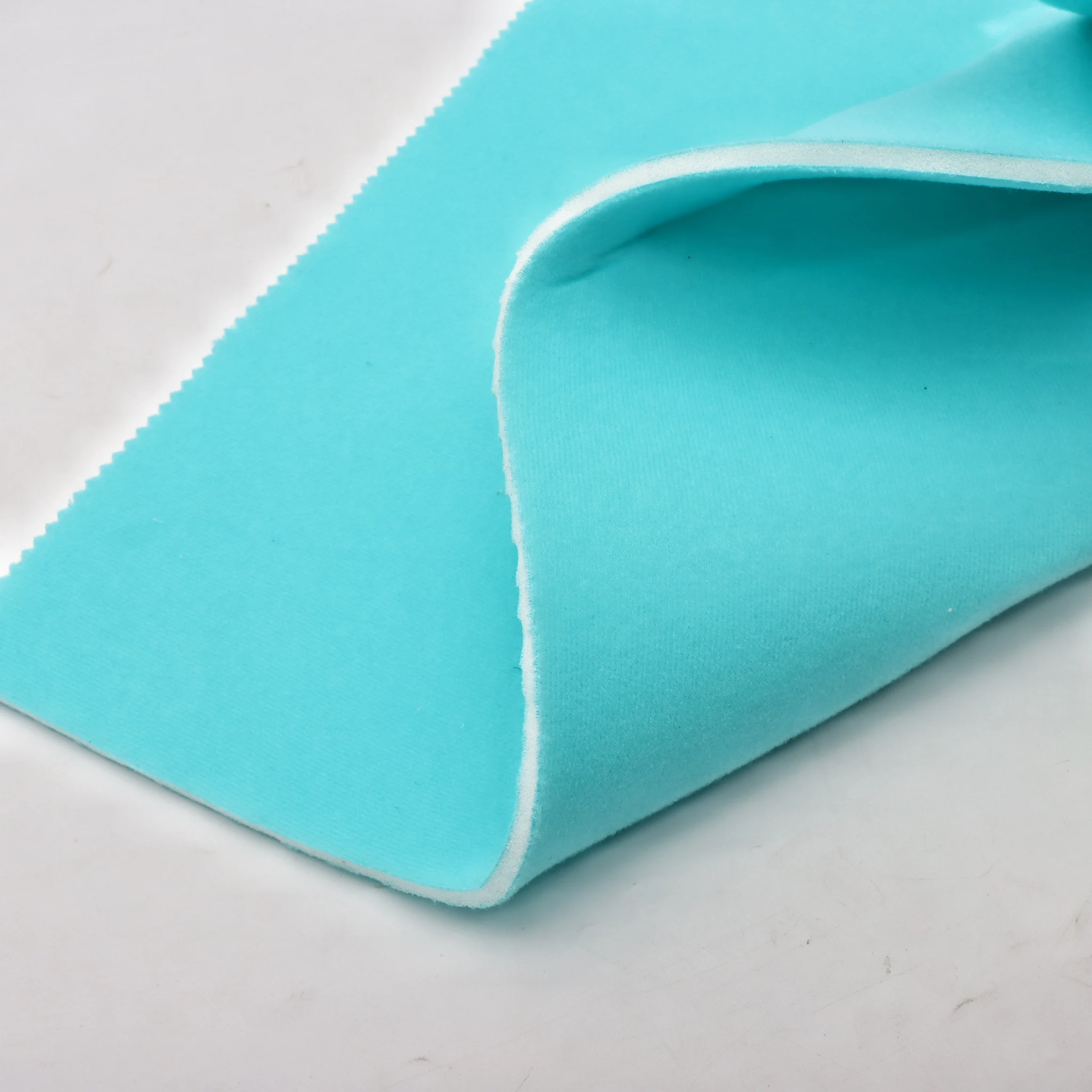
Double sided knitted fabric laminated EVA shipped to North America
Case Study: High-Density EVA Laminate Slashes Material Waste for Premium Luggage Manufacturer
How a 4-Prototype Optimization Cycle Delivered 15% Cost Savings
Client: Top-Tier Luggage Brand
Application: Protective Interior Linings for Luxury Travel Cases
Material: Double-Sided Knit Fabric Laminated with Custom EVA Foam
The Challenge
Our client faced two critical issues in their high-volume production:
1. Material Inefficiency: 22% EVA shrinkage causing pattern waste
2. Performance Gaps:
- Weak corner impact protection
- Inconsistent adhesive bonding in extreme temperatures
Our Solution: Precision-Engineered EVA Laminate
+ Water-Based Eco-Adhesive System
+ High-Density EVA Core (0.55g/cm³)
+ Double-Sided Knit Reinforcement
Key Technical Advantages:
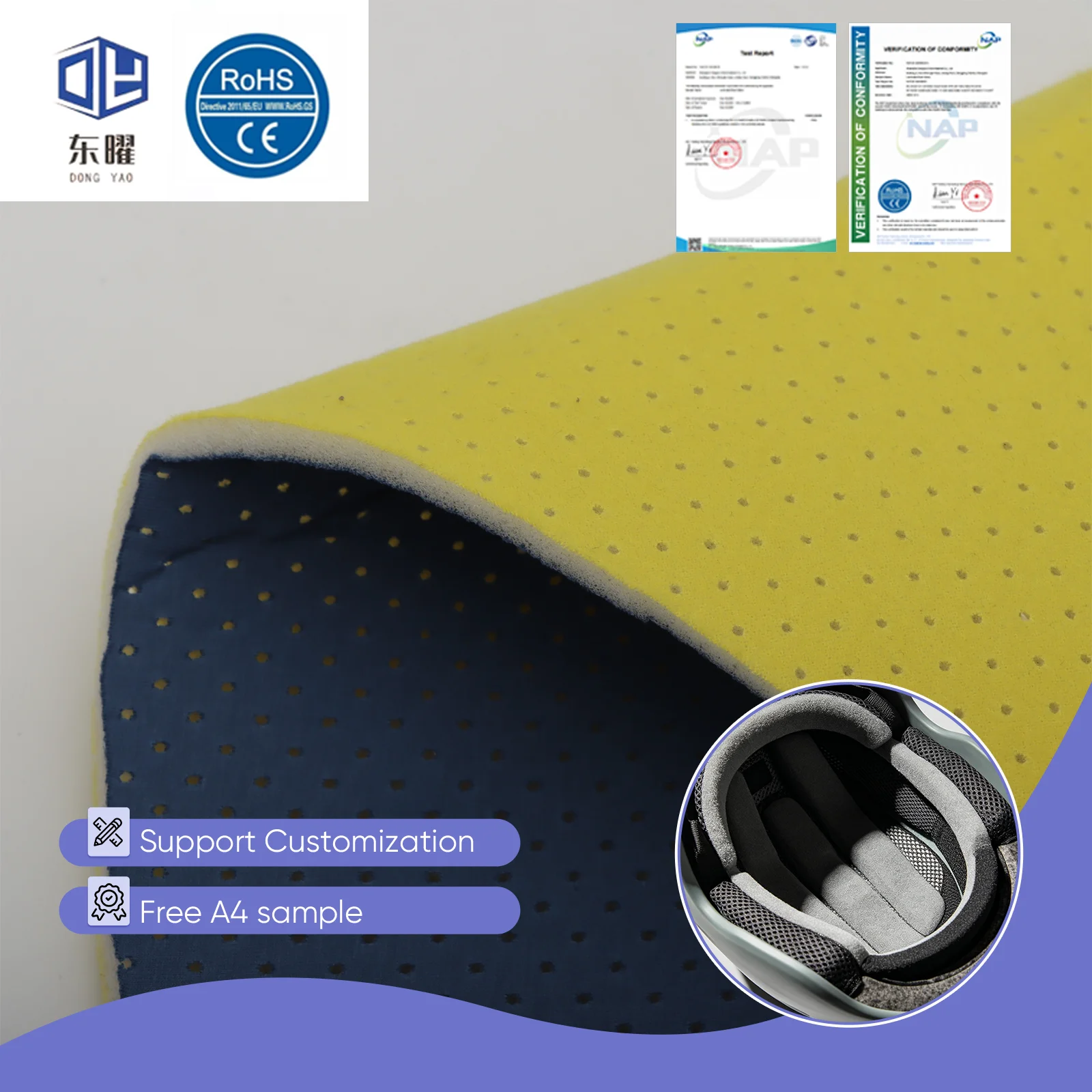
- ✦ Zero Permeability: Complete moisture/oil barrier (0g/24hr MVTR)
- ✦ Shock Absorption: 85% energy dissipation (EN 1621-1 Standard)
- ✦ Waste-Reduced Cutting: ±0.8% dimensional stability after lamination
Optimization Journey: 4-Stage Breakthrough
1. Prototype V1
- Baseline EVA formulation
- Client Feedback: 18% material waste during die-cutting
2. Prototype V2
- Modified EVA cross-linking density
- Added anti-shrink stabilizers
- Result: Waste reduced to 12%
3. Prototype V3
- Precision-calibrated lamination tension
- Edge-sealing treatment
- Result: 7% waste + passed -40°C cold crack test
4. Prototype V4
- Oil-resistant topcoat
- Optimized roll widths for client’s patterns
- Final Waste Rate: 5.3%
"The material science expertise from [Your Company] transformed our profitability. while delivering superior protection for Briggs & Riley collections."
– Production Director, North American Luggage Brand
Certified Performance
| Metric | Result | Industry Standard |
| Tear Strength | 38N/mm | 25N/mm |
| Oil Repellency | Grade 5 | Grade 4 |
| Compression Recovery | 92% | 85% |
| Adhesion Strength | 8.2N/cm | 5N/cm |
Impact Delivered
- ✅ Material Waste Reduction
- ✅ 15% Faster Production Cutting
- ✅ Zero Customer Returns for interior damage
- ✅ ECO Advantage: Water-based process eliminates VOC emissions
Why This Matters for Luggage Brands
This collaboration proves our ability to:
- Solve cost-driven production challenges through chemical innovation
- Deliver performance-exceeding materials for luxury segments
- Engineer sustainable solutions without premium pricing
- Execute rapid prototyping (12-day average turnaround)
Technical Specifications at a Glance
• Base Material: 220g Double Knit (92% Polyester/8% Spandex)
• Core: EVA Foam (2.5mm ±0.1mm)
• Adhesion: PUR Water-Based System
• Key Properties:
- Non-breathable waterproof barrier
- 55 Shore C hardness
- 0.68g/cm³ density
Ready to Transform Your Protective Materials?
[Your Company] specializes in high-performance laminates for:
→ Luxury Luggage → Sports Protective Gear → Tactical Equipment[Request Your Customized Solution]
Key Differentiators Highlighted
- Material Waste Reduction as primary value proposition
- North American Manufacturing Focus (speed/QC emphasis)
- Luxury Application Positioning (brands like Tumi/Rimowa)
- Scientific Problem-Solving Narrative (EVA formulation chemistry)
- Hard Cost Savings Figures for procurement teams

Shanghai Dongyao Shoes Material Co., Ltd., established in 2002 near Shanghai Port, is a leading laminated fabric manufacturer. We specialize in high-quality composite fabrics serving medical, automotive, sports protection, and luggage industries with reliable export logistics and innovation.