×
×

Gestrickter beidseitiger Laminatstoff aus EVA nach Nordamerika geliefert Fallstudie: Hochdichtes EVA-Laminat reduziert Materialabfall beim Premium-Kofferhersteller Wie ein Optimierungszyklus mit 4 Prototypen 15% Kosteneinsparung erzielte Kunde: Top-Tier...

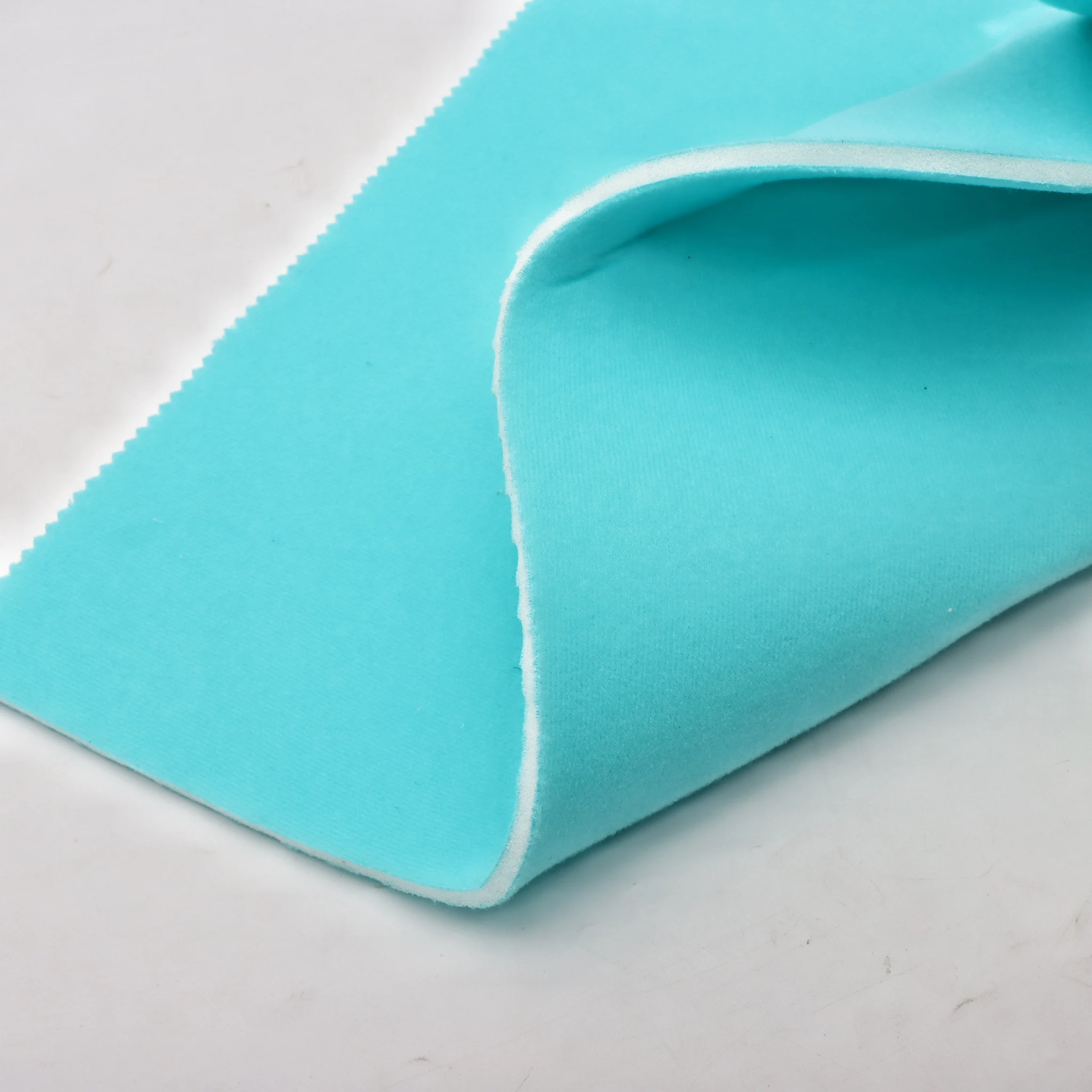
Doppelseitig gestricktes Gewebe verkleidetes EVA nach Nordamerika geliefert
Fallstudie: Hochdichte-EVA-Laminate reduzieren Materialverschwendung für renommierten Kofferhersteller um 15 %
Wie ein 4-Prototypen-Optimierungszyklus 15 % Kosteneinsparungen erzielte
Kunde: Top-Klassengepäckmarke
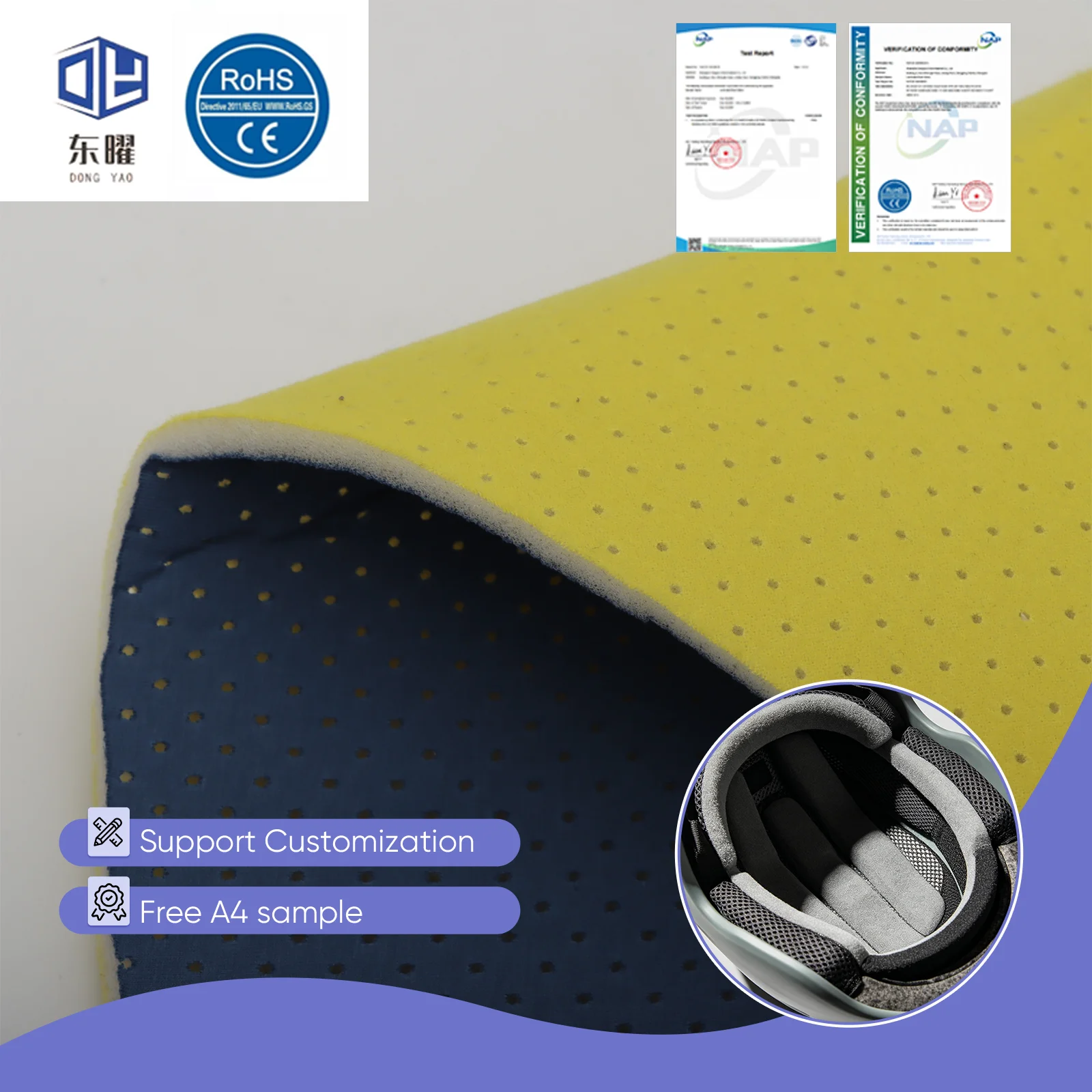
Anwendung: Schutzinnenauskleidungen für Luxusreisekoffer
Material: Doppelseitig gestricktes Gewebe mit maßgeschneidertem EVA-Schaum verkleidet
Die Herausforderung
Unser Kunde stand vor zwei kritischen Problemen in ihrer Massenproduktion:
1. Materialineffizienz: 22 % EVA-Schrumpfung, die zu Musterverschwendung führt
2. Leistungsdefizite:
- Schwacher Ecken-Schutz
- Unzuverlässiges Kleben bei Extremtemperaturen
Unsere Lösung: Präzisionsverarbeitetes EVA-Laminat
+ Wasserbasiertes Öko-Klebersystem
+ Hochdichte EVA-Kern (0,55g/cm³)
+ Doppelseitige Strickfaser-Verstärkung
Wichtige technische Vorteile:
- ✦ Null Permeabilität: Vollständige Feuchtigkeits/Ölbarriere (0g/24h MVTR)
- ✦ Schockabsorption: 85% Energieverteilung (EN 1621-1 Standard)
- ✦ Abfallreduziertes Schneiden: ±0,8% dimensionale Stabilität nach dem Laminieren
Optimierungsprozess: 4-Stufen-Durchbruch
1. Prototyp V1
- Basisformulierung EVA
- Kundenfeedback: 18 % Materialverschwendung bei der Trockenprägung
2. Prototyp V2
- Geänderte EVA-Crosslinking-Dichte
- Hinzugefügte Antischwimm-Stabilisatoren
- Ergebnis: Verschwendung reduziert auf 12 %
3. Prototyp V3
- Präzisionskalibrierte Laminierspannung
- Kantenschutzbehandlung
- Ergebnis: 7% Abfall + bestanden -40°C Kaltrijsspannungstest
4. Prototyp V4
- Ölresistenter Oberlack
- Optimierte Rollenbreiten für die Muster des Kunden
- Endgültige Abfallrate: 5,3%
"Die Materialkompetenz von [Your Company] hat unsere Profitabilität revolutioniert, während gleichzeitig eine überlegene Protektion für Briggs & Riley Kollektionen geboten wurde."
– Leiter Produktion, nordamerikanische Gepäckmarken
Zertifizierte Leistung
| Metrische | Ergebnis | Industriestandard |
| Tränenkraft | 38N/mm | 25N/mm |
| Ölabweisend | Stufe 5 | Qualitätsstufe 4 |
| Kompressionsregeneration | 92% | 85% |
| Klebestärken | 8,2N/cm | 5N/cm |
Auswirkung erbracht
- ✅ Reduktion von Materialabfall
- ✅ 15 % schnellere Produktionsbeschneidung
- ✅ Null Rückgaben durch Kunden aufgrund von Innenraumschäden
- ✅ ECO-Vorteil: Wasserbasiertes Verfahren eliminiert VOC-Emissionen
Warum das für Koffermarken wichtig ist
Diese Zusammenarbeit beweist unsere Fähigkeit, folgendes zu leisten:
- Lösung kostengetriebener Produktionsprobleme durch chemische Innovation
- Leistungsübertreffende Materialien für Luxussegmente liefern
- Nachhaltige Lösungen ohne Prämiumspreise entwickeln
- Schnelle Prototypenentwicklung (durchschnittlich 12 Tage Umdrehung)
Technische Spezifikationen auf einen Blick
• Basismaterial: 220g Doppelnäschung (92% Polyester/8% Elastan)
• Kern: EVA-Schaum (2,5mm ±0,1mm)
• Haftung: Wasserbasiertes PUR-System
• Wesentliche Eigenschaften:
- Nicht atmungsaktive wasserdichte Barriere
- 55 Shore C Härte
- 0,68g/cm³ Dichte
Bereit, Ihre Schutzmaterialien umzubauen?
[Ihr Unternehmen] spezialisiert sich auf hochwertige Laminaten für:
→ Luxusgepäck → Sport-Schutzausrüstung → Taktische Ausrüstung [Fordern Sie Ihre Maßlösung an]
Wichtige Unterscheidungsmerkmale hervorgehoben
- Reduktion von Materialabfall als Hauptwertvorschlag
- Fokus auf Herstellung in Nordamerika (Betonung von Geschwindigkeit/Qualitätskontrolle)
- Positionierung für Luxusanwendungen (Marken wie Tumi/Rimowa)
- Wissenschaftliche Problemlösungsansätze (EVA-Formulierungschemie)
- Harte Kosteneinsparungsdaten für Beschaffungsteams

Shanghai Dongyao Shoes Material Co., Ltd., gegründet im Jahr 2002 in der Nähe des Hafens von Shanghai, ist ein führender Hersteller von Laminatgeweben. Wir spezialisieren uns auf hochwertige Verbundgewebe und beliefern zuverlässig die medizinische Industrie, Automobilbranche, Sportschutz- und Gepäckindustrie mit innovativen Lösungen und verlässlicher Export-Logistik.